Задвижка кованая клиновая фланцевая ручная 31лс45нж корпус ст.
Вот смотришь на эту маркировку – 31лс45нж – и сразу ясно, что речь про стальную задвижку, клиновую, с ручным управлением. Но часто ли люди вникают, что значит ?кованый корпус? на практике, а не в каталоге? Многие думают, что ковка – это просто прочность, и всё. На деле разница в поведении металла при перепадах, в весе, в самой структуре стенки. И этот нюанс ?ст.? – сталь, но какая именно? 09Г2С, 20, 25Л? От этого зависит, куда её ставить можно, а куда – категорически нет. Сразу вспоминается случай на одной ТЭЦ, где поставили подобную арматуру, но не учли, что в маркировке не было указания на конкретную марку стали для корпуса, а в техпроцессе были периодические гидроудары. В итоге – трещина по фланцу. Не фатально, но простой и ремонт. Так что эта строка – не просто набор символов, это инструкция по применению, если уметь её читать.
Разбираем маркировку по косточкам: от 31 до ?нж?
Начнём с ?31?. Это тип – задвижка клиновая. Базовый, казалось бы, момент. Но здесь важно, что она именно клиновая, а не шиберная. Значит, уплотнение идёт по двум поверхностям, клин распирает седла. Конструкция проверенная, но капризная к чистоте среды. Если в линии есть окалина или абразив, клин может просто не сесть плотно или, что хуже, заклинить в промежуточном положении. Видел такое на трубопроводе оборотной воды – после ремонта систему промыли плохо, и песок сделал своё дело. Пришлось разбирать.
?лс? – это литой стальной корпус. Вот здесь и начинается подмена понятий, потому что в нашем случае – кованая задвижка. То есть, маркировка идёт по общему шаблону для стальных, но уточнение ?кованая? – ключевое. Ковка даёт более однородную структуру металла, отсутствие скрытых раковин, которые возможны в литье. Особенно критично для высоких давлений (Ру64 и выше) и низких температур. Для ?ст.? в условиях Урала или Сибири – это не прихоть, а необходимость. Задвижка с кованым корпусом, условно говоря, спокойнее переносит мороз в -40.
?45нж? – это материал седла или наплавки. 45 – сталь, а ?нж? – скорее всего, указывает на нержавеющую или коррозионностойкую наплавку. Часто это ЭП-метод или наплавка проволокой типа ЦЛ-11. Здесь тонкость в том, что эта наплавка должна быть именно на клине и седлах, а не где попало. Проверял как-то партию: внешне всё идеально, фланцы блестят, а внутри наплавка лежит неровно, есть непровары. Визуально с шиберного конца не увидишь, пришлось использовать эндоскоп. Поэтому маркировка маркировкой, а реальное качество исполнения узла уплотнения – это отдельная песня. Кстати, на сайте WENZHOU DIYE VALVE & FITTINGS CO.,LTD (allvalve.ru) в описаниях подобной арматуры часто акцентируют именно на технологиях наплавки и контроле, что, на мой взгляд, правильно. Потому что это – сердце задвижки.
Фланцевое исполнение и ручной привод: простота, которая обманчива
Фланцы по ГОСТ 33259 или ASME B16.5. Казалось бы, что тут думать? Прикрутил на прокладку и работай. Но именно здесь кроется 80% монтажных ошибок. Во-первых, соосность. Если трубопровод смонтирован с напряжением, а задвижка фланцевая ручная поставлена как связующее звено, она будет работать на изгиб. Кованый корпус прочный, но не вечный. Болты должны затягиваться крест-накрест, с контролем момента, а не ?до упора? газовым ключом. Видел, как срывали шпильки из-за рвения монтажников.
Ручное управление – маховик и шпиндель. Для 31лс45нж с условным проходом, скажем, Ду100, это ещё терпимо. Но на Ду200 и выше, особенно если среда плотная и задвижка долго стояла в одном положении, усилия на маховике могут быть запредельными. Ставят иногда удлинители на ключ – это прямой путь к поломке шпинделя или травме. Правильнее – либо профилактическая перекладка, либо сразу закладывать редуктор. Но в маркировке-то этого нет. Это к вопросу о выборе: технические условия и реальные условия эксплуатации – разные вещи.
И ещё про фланцы. Поверхность фланца – это не просто железка. Это геометрия и чистота. Если на поверхности есть царапины поперёк уплотнения, герметичности не будет. Приёмка должна включать проверку фланцевых поверхностей, хотя бы визуальную. Один раз получили партию, где на части задвижек были следы транспортировки – сколы на фасках фланцев. Пришлось отправлять на механическую обработку, снимать минимальный слой. Потеря времени.
Кованый корпус (ст.): где он действительно нужен, а где – переплата
Итак, кованая клиновая. Основное преимущество – высокая надежность при переменных нагрузках. Идеально для: участков с возможными гидроударами (запорная арматура на насосных станциях), для сред с высокой температурой (перегретый пар), для ответственных объектов, где простой недопустим. Там цена вопроса оправдана.
Но есть и обратная сторона. Ковка дороже литья. И если у тебя стационарный трубопровод с постоянными параметрами, без скачков и вибраций, работающий на воде до 150°C, то, возможно, литая задвижка справится так же хорошо и обойдётся дешевле. Часто заказчики, видя слово ?кованая?, требуют её везде, ?чтоб наверняка?. Это не всегда рационально с точки зрения бюджета. Нужно смотреть техпроцесс.
Марка стали корпуса. ?ст.? – это общее указание. В паспорте или на сайте производителя, того же WENZHOU DIYE VALVE, должно быть конкретизировано: сталь 25Л, 09Г2С, 12Х18Н10Т и т.д. Для углеводородов – свои требования, для агрессивных сред – свои. Если этой конкретики нет в документации – это красный флаг. Задвижка может не пройти входной контроль на объекте. Сам сталкивался, когда для проекта требовалась стойкость к сероводородному растрескиванию, а в сертификате была просто ?сталь?. Пришлось отказываться от поставки.
Из практики: монтаж, эксплуатация и типичные ошибки
При монтаже фланцевой ручной задвижки вес – это первое, о чём забывают. Кованая задвижка Ду150 – это уже немало. Её нельзя поднимать за шпиндель или маховик. Только строповка за корпус. Были прецеденты деформации шпинделя на этапе монтажа. Второе – положение при установке. Клиновые задвижки, в отличие от шаровых, не всесезонны по ориентации. Предпочтительно – маховиком вверх. Допускается горизонтальное положение шпинделя. А вот маховиком вниз – крайне нежелательно, так как в зоне сальника будет скапливаться шлам, что усложнит обслуживание и приведёт к износу.
Обкатка после монтажа. Новую задвижку нельзя сразу открывать-закрывать под полным перепадом. Нужно ?притереть? клин к седлам. Процедура проста: подать давление, попытаться приоткрыть на 10-15%, потом закрыть. Так несколько раз. Это позволяет уплотнительным поверхностям самоустановиться. Пропускаешь этот этап – можешь получить негерметичность в положении ?закрыто? уже на первом цикле.
Техническое обслуживание – это в основном сальниковое уплотнение. Уплотнение – набивка типа АГИ. Со временем она слеживается, требуется подтяжка. Главное – не перетянуть. Если после подтяжки сальника маховик вращается туго, значит, пережали. Это ведёт к износу шпинделя и повышенному усилию. Лучше подтягивать понемногу, с проверкой хода. И всегда иметь в ремкомплекте новую сальниковую набивку.
Резюме: как выбирать и на что смотреть
Итак, возвращаясь к нашему 31лс45нж. Выбор такой арматуры – это не поиск по самой низкой цене в строке. Это анализ: 1) Условия среды (давление, температура, агрессивность). 2) Режим работы (частота циклов, возможность гидроударов). 3) Требования безопасности объекта. Только сопоставив это, понимаешь, нужна ли тебе именно ковка, нужна ли конкретная марка стали.
Документация – твой главный инструмент. Паспорт, сертификат соответствия, сертификат на материалы. Проверяй наличие конкретных марок стали, данных об испытаниях (прочность, герметичность). Сайты производителей, например, allvalve.ru, где представлена компания WENZHOU DIYE VALVE & FITTINGS CO.,LTD, хороши для первичного ознакомления с типоразмерами и конструктивными особенностями. Но финальное решение – за технической документацией на конкретную партию.
В итоге, задвижка с маркировкой ?Задвижка кованая клиновая фланцевая ручная 31лс45нж корпус ст.? – это серьёзный аппарат для ответственных участков. Её преимущества раскрываются в сложных условиях, а недостатки (цена, вес) становятся оправданной платой за надежность. Главное – понимать, что ты покупаешь, и правильно её применять. А это уже вопрос не к металлу, а к компетенции инженера, который её выбирает и ставит.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Стекло смотровое двустороннее из нержавеющей стали
Стекло смотровое двустороннее из нержавеющей стали -
 Контргайка нержавеющая
Контргайка нержавеющая -
 Китайский Краны муфтовые с электрическими приводами в сборе
Китайский Краны муфтовые с электрическими приводами в сборе -
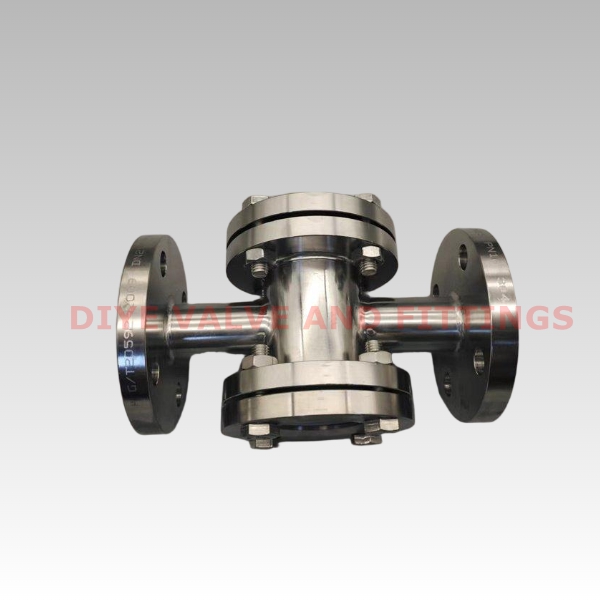
 15нж65нж 12Х18Н9ТЛ
15нж65нж 12Х18Н9ТЛ -
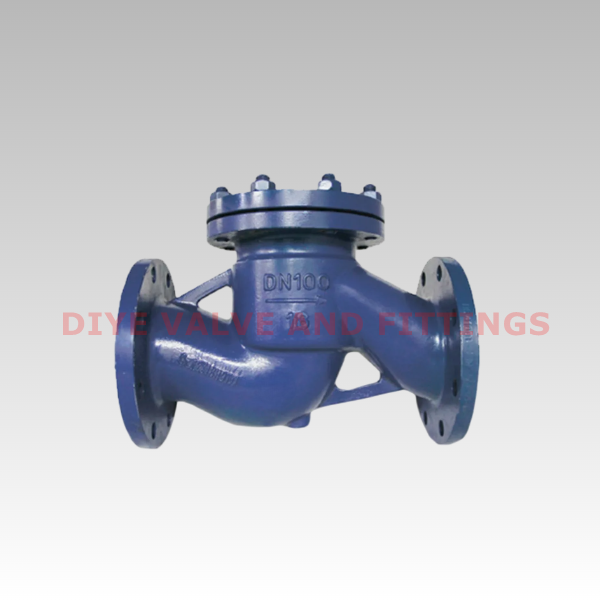 Клапаны обратные подъемны 16с10нж
Клапаны обратные подъемны 16с10нж -
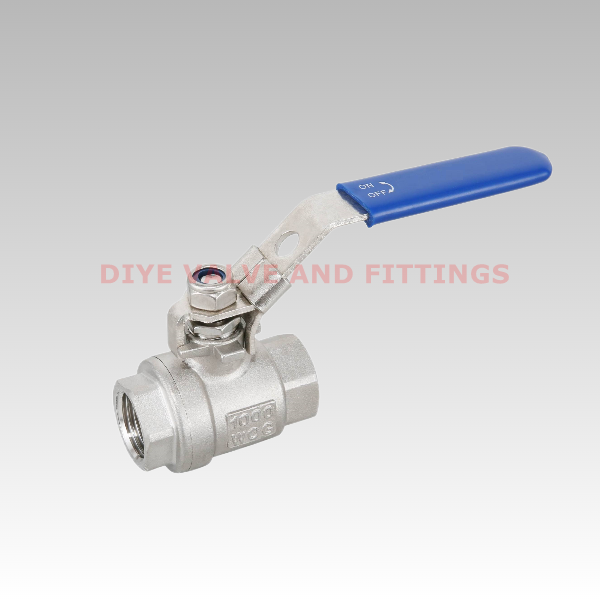 Кран шаровой муфтовый нержавеющий
Кран шаровой муфтовый нержавеющий -
 Кран шаровой трехходовой из нержавеющей стали
Кран шаровой трехходовой из нержавеющей стали -
 фланец нержавеющий, ГОСТ 33259-2015
фланец нержавеющий, ГОСТ 33259-2015 -
 Седельный клапан наклонный
Седельный клапан наклонный -
 Заглушки фланцевые нержавеющие
Заглушки фланцевые нержавеющие -
Клапан запорный 1с-14-2 Ру373
-
 Кран шаровый муфтовый под привод нержавеющий
Кран шаровый муфтовый под привод нержавеющий
Связанный поиск
Связанный поиск- рукоятка дискового затвора Производители
- Кран шаровый муфтовый под привод нержавеющий высокое ксчество
- Нержавеющие детали трубопроводов Производитель
- затвор поворотный дисковый ду Производители
- Затвор дисковый нержавеющий SMS Производители
- Фитинги нержавеющие
- Китай Сгон резьбовой нержавеющий
- Китай Молочная муфта в сборе под сварку нержавеющие
- Приварные фитинги
- Китай рукоятка дискового затвора
- труба pexa evoh






.png)