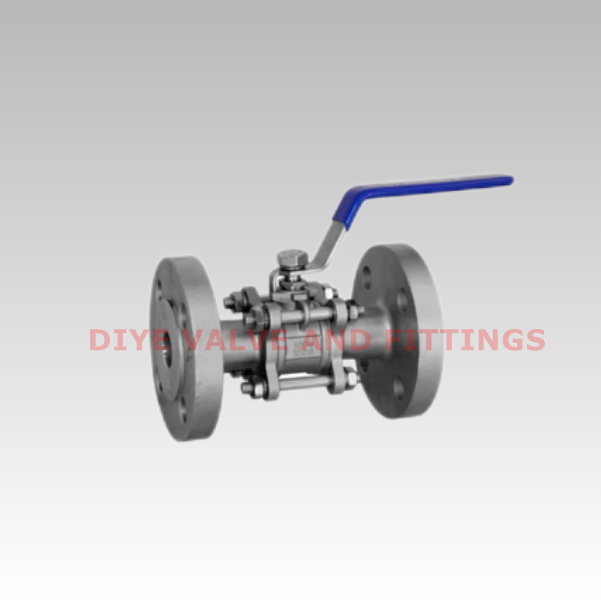
Кран шаровой трехходовой нержавеющий фланцевый
Когда говорят 'кран шаровой трехходовой нержавеющий фланцевый', многие сразу думают про марку стали или давление. Но на практике, куча проблем начинается с вещей, которые в каталогах мелким шрифтом. Например, как именно расположены патрубки L-порт или T-порт в конкретной ситуации — ошибёшься, и вся схема переключения потоков летит в тартарары. Или тот же фланец — казалось бы, стандарт, но если прокладку неправильно подобрать под среду, через полгода потечёт по плоскости, а не через сальник. Сам сталкивался, когда на объекте поставили кран с обычным графитовым уплотнением на паровую линию — через месяц пришлось срочно менять на фторопластовые, иначе бы просто раздавило.
Нержавеющая сталь — это не просто 'нержавейка'
Вот берём 'нержавеющий'. Все пишут AISI 304, 316. Но если для химической промывки с хлоридами, то 316L обязательна, иначе точечная коррозия гарантирована. Видел случай на моечном участке — поставили краны из 304, через полгода на корпусе возле сварных швов пошли рыжие точки. Переделали на 316L с низким содержанием углерода — проблема ушла. И это не говоря уже о механической обработке — если заусенцы внутри канала не убрать, там начинается застой среды и та же коррозия.
А ещё есть нюанс с полировкой поверхности. Для пищевых или фармацевтических применений нужна Ra меньше 0.8 мкм, иначе бактерии скапливаются. Но если для обычной технической воды, то смысла переплачивать за зеркальную поверхность нет. Часто заказчики требуют 'полировку', не понимая, для чего она. Приходится объяснять, что это не для красоты, а для конкретных санитарных требований.
И про литьё. Качественный нержавеющий кран — это хорошее литьё без раковин. Помню, партия от одного поставщика пошла с мелкими порами возле фланцевого соединения. Визуально вроде нормально, но при гидроиспытаниях под 25 бар дали течь. Пришлось всю партию возвращать. С тех пор всегда смотрю на сертификаты испытаний на герметичность именно под давлением, а не только на марку стали.
Трёхходовая схема — где чаще всего ошибаются
Тут главный подводный камень — это понимание, для чего именно нужен трёхходовой кран. Смешение потоков? Переключение? Байпас? Если для термостатического смешения в системе отопления, то нужен именно L-порт для постоянного расхода. Если для переключения линии подачи с одного резервуара на другой — то T-порт. Ошибка в заказе приводит к тому, что система просто не работает как задумано.
На одном проекте по котельной была история: заказали краны с T-портом для подмеса горячей воды, а нужно было с L-портом. В результате при переключении возникал гидроудар, потому что на мгновение все три канала оказывались открыты. Переделали — проблема исчезла. Теперь всегда уточняю у технологов схему работы до подбора арматуры.
Ещё момент — это положение ручки или привода. Для трёхходовых кранов часто нужны модификации с фиксацией в промежуточных положениях, если требуется не полное переключение, а дозирование. Обычные шаровые краны такого не дают. Приходится либо искать модель с сегментным шаром, либо ставить привод с позиционером. Это удорожает решение, но без этого никак.
Фланцевое соединение — кажущаяся простота
Казалось бы, что тут сложного: фланцы по ГОСТ или DIN, болты, гайки, прокладка. Но на практике разница в исполнении уплотнительной поверхности фланца (тип 'шип-паз', 'выступ-впадина', плоская) может создать большие проблемы. Если, например, поставить кран с плоским фланцем на фланец с выступом без соответствующей прокладки, герметичности не добиться. Видел, как монтажники пытались затянуть такие соединения — в итоге сорвали шпильки.
Материал фланцев тоже важен. Если корпус крана из нержавейки AISI 316, а фланцы сделаны из 304 (что часто бывает у некоторых производителей для экономии), то в агрессивной среде фланцы могут начать корродировать раньше корпуса. Это особенно критично для химической промышленности. Нужно всегда проверять, что фланцы — из той же марки, что и корпус.
И про болты. Для нержавеющих фланцев часто рекомендуют использовать болты из аустенитной нержавеющей стали A2 или A4, особенно для наружной установки или в солёной атмосфере. Оцинкованные углеродистые болты смотрятся дешевле, но создают гальваническую пару с нержавейкой и ускоряют коррозию. Мелочь, а влияет на долговечность всей обвязки.
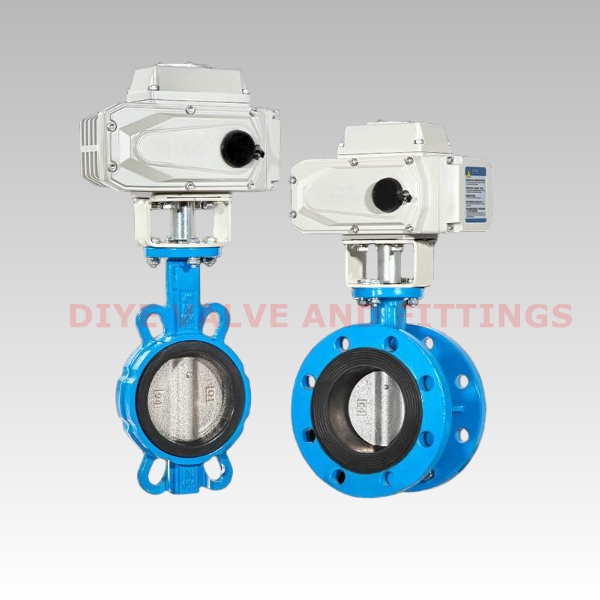
Приводы и управление — без этого сейчас никуда
Сегодня трёхходовой кран редко управляется вручную. Чаще всего ставят пневмо- или электропривод. И вот здесь важно согласование момента. Если привод подобран 'впритык' по моменту, а среда вязкая или есть риск образования отложений, то кран может просто 'встать' в промежуточном положении. Был опыт на линии с густым сиропом — пришлось ставить привод с запасом по моменту в 1.5 раза.
Ещё один нюанс — это настройка концевых выключателей и позиционера для промежуточных положений. Если кран используется для дозирования, то точность позиционирования шара критична. Дешёвые приводы с приблизительной настройкой дают погрешность в несколько градусов, что влияет на расход. Приходится либо брать приводы с обратной связью, либо мириться с неточностями технологического процесса.
И конечно, взрывозащита. Для многих производственных участков нужны приводы во взрывозащищённом исполнении (Ex d, Ex e). Цена сразу прыгает. Но экономить тут нельзя — это вопрос безопасности. Всегда проверяю сертификаты соответствия, особенно когда оборудование идёт на нефтехимические или лакокрасочные заводы.
Поставщики и практический опыт
Сейчас на рынке много предложений, особенно из Азии. Качество очень разное. Работал с продукцией разных заводов. Важно смотреть не только на цену, но и на наличие полного пакета документов: сертификаты на материалы, протоколы заводских испытаний (на давление, герметичность), свидетельство о приемке ОТК. Без этого есть риск получить 'кота в мешке'.
Например, для ответственных применений мы часто обращаемся к проверенным поставщикам, которые давно на рынке и дают гарантию. Один из таких — WENZHOU DIYE VALVE & FITTINGS CO.,LTD. У них на сайте allvalve.ru можно посмотреть технические спецификации именно по трехходовым шаровым кранам из нержавейки, причём с разными типами присоединения и уплотнений. Что важно — они указывают детали, которые многие умалчивают: тип шлифовки канала, материал седел (PTFE, PPL, металл-металл), допустимый угол монтажа привода. Это говорит о понимании практических нужд.
Кстати, про седла. Для высоких температур (свыше 200°C) PTFE не подходит, нужно PPL или металлическое уплотнение. Но металл-металл может давать протечки на низких давлениях. Это классический компромисс. В спецификациях WENZHOU DIYE VALVE такие варианты обычно прописаны, что удобно — не нужно додумывать самому.
В итоге, выбор крана шарового трехходового нержавеющего фланцевого — это всегда сборка паззла из условий среды, давления, температуры, требований к управлению и, конечно, бюджета. Нет универсального решения. Главное — не экономить на мелочах вроде качества обработки поверхности или материала прокладок, потому что именно они потом вылезут боком в виде аварийной остановки производства. Лучше один раз подробно обсудить с технологом все режимы работы и подобрать арматуру под них, чем потом переделывать обвязку. Проверено на собственном опыте, и не раз.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Кран шаровый фланцевый трехсоставной нержавеющий DN150
Кран шаровый фланцевый трехсоставной нержавеющий DN150 -
 Кран шаровой муфтовый трехходовой
Кран шаровой муфтовый трехходовой -
 CLAMP соединения, Клапаны обратные нержавеющие
CLAMP соединения, Клапаны обратные нержавеющие -
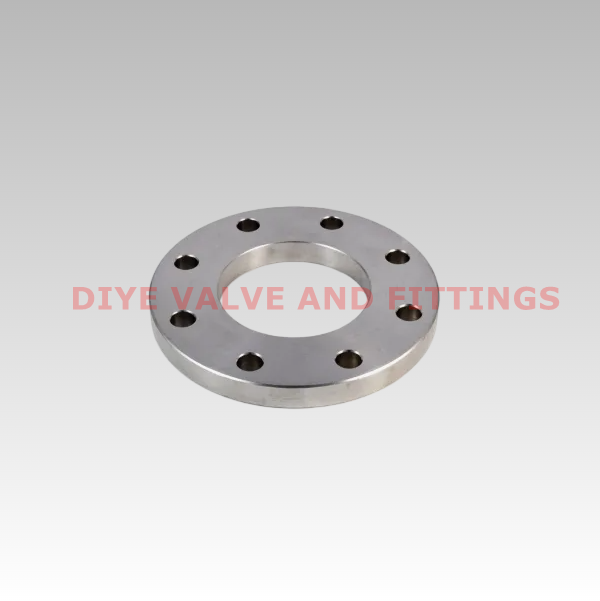 Фланец плоский DIN 2576 DIN2577 (ISO)
Фланец плоский DIN 2576 DIN2577 (ISO) -
 Штуцер конический DIN
Штуцер конический DIN -
 Шаровые краны МИНИ
Шаровые краны МИНИ -
 Задвижка клиновая фланцевая 30нж41нж
Задвижка клиновая фланцевая 30нж41нж -
 Кран шаровый муфтовый под привод нержавеющий
Кран шаровый муфтовый под привод нержавеющий -
 Кран шаровый муфтовый под привод нержавеющий (3PC)
Кран шаровый муфтовый под привод нержавеющий (3PC) -
 УровнемерыПробоотборники
УровнемерыПробоотборники -
 Краны фланцевые нержавеющие(3PC)
Краны фланцевые нержавеющие(3PC) -
 Клиновая криогенная задвижка китайский
Клиновая криогенная задвижка китайский
Связанный поиск
Связанный поиск- оптом краны шаровые муфтовые valtec
- кран шаровой фланцевый кш ф
- купим фитинги нержавеющие Производитель
- купим фитинги нержавеющие
- купим фитинги нержавеющие Производители
- Китай задвижки стальные
- Краны приварные с пневматическими приводами в сборе
- Задвижка клиновая муфтовая Производители
- Затвор дисковый межфланцевый нержавеющий DIN
- Обратный клапан Производители
- труба pexa evoh






.png)