15с65нж
Когда слышишь ?15с65нж?, первое, что приходит в голову — это, конечно, коррозионностойкая сталь для арматуры, вентилей, фитингов. Но вот в чём загвоздка: многие, особенно те, кто только начинает закупать или проектировать, думают, что раз марка стандартная, то и проблемы стандартные. А на практике выходит, что партия к партии — как небо и земля. Особенно если речь идёт о поставках для ответственных узлов, скажем, на том же теплоснабжении или в химических контурах. Сам не раз наступал на эти грабли, когда по паспорту всё идеально, а при монтаже или после первых циклов нагрузки начинаются вопросы — то микротрещины, то не та твёрдость в зоне сварного шва.
Не просто цифры в паспорте: опыт с химическим составом
Основная путаница с 15с65нж часто начинается с хрома и никеля. Вроде бы содержание известно, но именно здесь кроется первый подводный камень для практика. Видел ситуации, когда поставщик, особенно при срочных заказах, даёт сталь, где хром едва дотягивает до нижней границы нормы. Для обычной среды, может, и пройдёт. Но если среда содержит, условно, даже слабые растворы хлоридов или повышенную температуру — ресурс резко падает. Один раз пришлось разбираться с отказом задвижки как раз на такой стали. Причина — межкристаллитная коррозия в зоне термического влияния. А в паспорте — всё чисто.
Поэтому сейчас при заказе, например, для WENZHOU DIYE VALVE & FITTINGS CO.,LTD, всегда уточняю не просто сертификат, но и протокол выплавки, если есть возможность. Их сайт allvalve.ru часто выкладывает именно такие детальные данные по материалам для ответственных серий, что сразу видно серьёзный подход. Это не реклама, а констатация — когда производитель не скрывает нюансы, с ним проще работать на перспективу.
И ещё момент по никелю. В 15с65нж его не так много, но он критичен для стабильности аустенита. Бывало, экономили на этом, получали структуру с избытком феррита. А это — прямая дорога к хрупкости при низких температурах. Помню историю с поставкой партии фитингов для северного заказа. Испытания на ударную вязкость при -40 кое-что показали… Пришлось срочно менять всю партию. Теперь всегда смотрю не только на химию, но и на результаты металлографических исследований структуры, особенно если продукция идёт под маркой 15с65нж.
Сварка и термообработка: где чаще всего ошибаются
Сварка этой стали — отдельная песня. Казалось бы, методики отработаны. Но на деле — каждый раз как в первый раз. Основная ошибка, которую видел не раз — неправильный подбор присадочного материала. Сварят, например, электродом для обычных нержавеек, а потом удивляются, почему шов корродирует быстрее основного металла. Для 15с65нж нужны строго определённые марки проволоки и электродов, часто с повышенным содержанием молибдена. Иначе теряется весь смысл.
Послесварочная термообработка — второй критичный пункт. Недоотпуск — остаются высокие остаточные напряжения. Перегрев — происходит обезуглероживание поверхности и потеря коррозионной стойкости. Один из самых показательных случаев был с крупной задвижкой, которую мы ремонтировали. Трещины пошли именно из зоны шва корпуса. Разборка показала — термообработку провели ?на глазок?, без контроля температуры печи. Результат — дорогостоящий простой.
Сейчас, когда вижу продукцию, заявленную как изготовленную из 15с65нж, первым делом интересуюсь технологией сборки и термообработки. У того же WENZHOU DIYE VALVE & FITTINGS CO.,LTD в описаниях на allvalve.ru часто мелькают фразы вроде ?контролируемая аргонодуговая сварка? и ?нормализация с контролем среды? — это те самые операционные детали, которые отличают просто изделие от надежного.
Реальные среды и неочевидные отказы
Часто сталь 15с65нж выбирают для ?агрессивных сред? вообще, без уточнения. А это большая ошибка. Она хорошо показывает себя в окислительных средах — азотная кислота, например. Но стоит появиться восстановительным агентам, серной кислоте, или, что ещё хуже, ионам хлора — и её преимущества тают. Был опыт на химическом комбинате, где эту сталь поставили на линию с примесью соляной кислоты. Через полгода — точечная коррозия, свищи. Пришлось менять на более легированный сплав.
Ещё один неочевидный момент — кавитация. В насосной арматуре, работающей на высоких скоростях потока, ударное воздействие кавитационных пузырьков может быстро разрушить даже прочную сталь. 15с65нж здесь не панацея. Видел разрушенные седла клапанов именно по этой причине. Решение было не в смене марки стали, а в изменении геометрии проточной части для снижения кавитации. Иногда проблема решается не материалом, а конструкцией.
Поэтому сейчас, консультируя по выбору, всегда спрашиваю не просто ?агрессивная среда?, а точный состав, температуру, давление, наличие абразива или риска кавитации. Без этого даже самая правильная по паспорту сталь 15с65нж может не оправдать ожиданий.
Контроль и приёмка: на что смотреть руками
Паспорт и сертификат — это хорошо. Но глаза и руки — лучше. При приёмке партии вентилей или фитингов из 15с65нж есть несколько простых, но действенных проверок. Первое — визуал поверхности. Она должна быть равномерной, без цветов побежалости (это признак перегрева), без окалины или следов интенсивной механической зачистки (может маскировать дефект).
Второе — проверка твёрдости. Несложный склероскоп, но в нескольких точках — на корпусе, на штуцере, в зоне сварного шва (если есть). Резкий перепад твёрдости — красный флаг. Может говорить о неправильной термообработке.
И третье, самое простое, но часто упускаемое — проверка на магнитность. Аустенитная нержавейка, к которой относится 15с65нж, — немагнитна. Если деталь сильно магнитится — это сигнал о серьёзном отклонении в структуре (например, образование мартенсита). Такую партию нужно отправлять на углублённый анализ, не раздумывая. Помогло отсеять брак не один раз.
Вместо заключения: мысль вслух о надёжности
Так что же такое 15с65нж в итоге? Надёжная, проверенная марка? Безусловно. Но её надёжность — не в названии, а в цепочке: честная выплавка на заводе, строгое соблюдение технологии у изготовителя арматуры (будь то крупный завод или специализированная компания вроде WENZHOU DIYE VALVE & FITTINGS CO.,LTD), грамотный монтаж и понимание реальных условий эксплуатации.
Сейчас, глядя на рынок, вижу тенденцию: покупатели всё чаще интересуются не просто ?нержавейкой?, а конкретными деталями. И это правильно. Потому что разница между ?просто сделанным? и ?сделанным с пониманием? для такой стали — это разница между аварией через год и десятилетиями беспроблемной работы.
Поэтому мой совет, выстраданный на практике: работая с 15с65нж, будьте дотошны. Задавайте вопросы поставщику, смотрите не только на конечный продукт, но и на его историю. Как тот же ресурс allvalve.ru — информация там структурирована так, что видно путь изделия. Это и есть тот самый практический критерий. Ведь в нашей работе мелочей не бывает, особенно когда речь идёт о давлении, температуре и химии.
Соответствующая продукция
Соответствующая продукция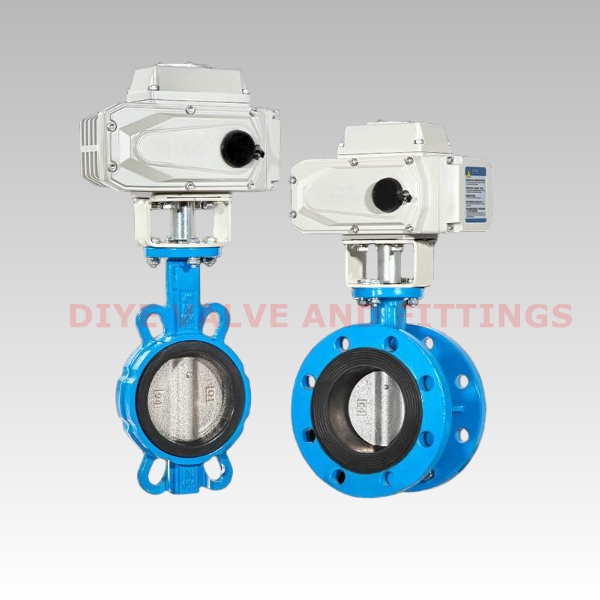





Самые продаваемые продукты
Самые продаваемые продукты-
 Запорный вентиль-клапан 15с22нж 15с65нж
Запорный вентиль-клапан 15с22нж 15с65нж -
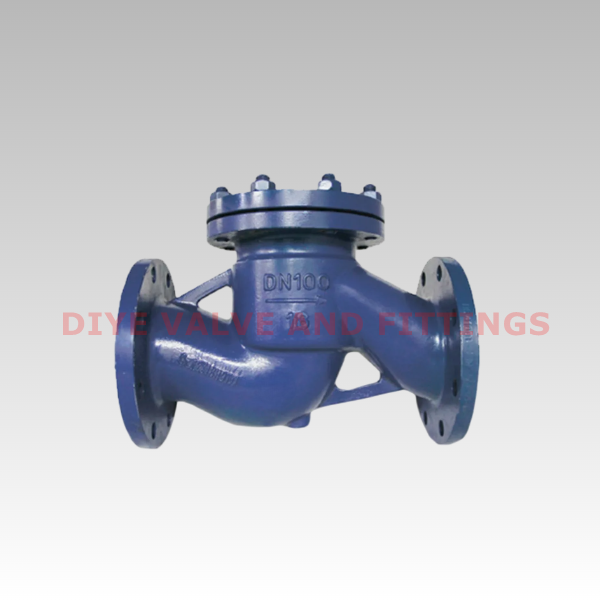 Клапаны обратные подъемны 16с10нж
Клапаны обратные подъемны 16с10нж -
 Кран нержавеющий муфтовый
Кран нержавеющий муфтовый -
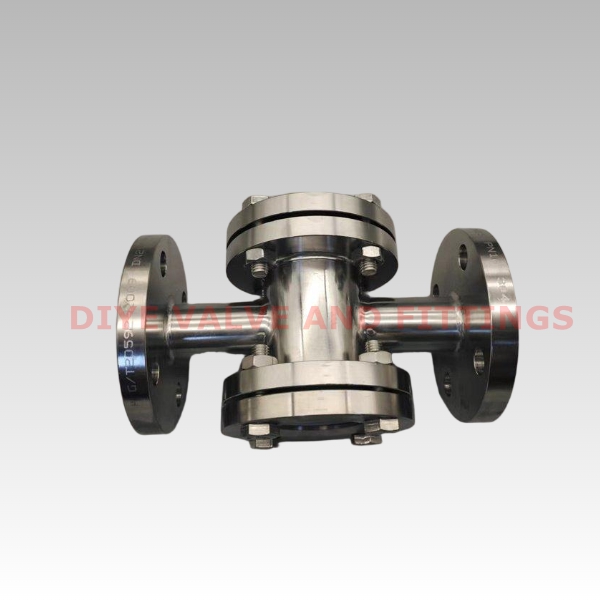
 Краны трехходовые нержавеющие с двухсторонним пневмоприводом
Краны трехходовые нержавеющие с двухсторонним пневмоприводом -
 Криогенный шаровой кран
Криогенный шаровой кран -
 Кран шаровой трехходовой нержавеющий фланцевый
Кран шаровой трехходовой нержавеющий фланцевый -
 Штуцер конический нержавеющий SMS
Штуцер конический нержавеющий SMS -
 Криогенные вентили и клапаны
Криогенные вентили и клапаны -
 Тройник нержавеющий
Тройник нержавеющий -
 Задвижка кованая клиновая фланцевая ручная 31лс45нж 30лс41нж корпус ст. 09Г2С
Задвижка кованая клиновая фланцевая ручная 31лс45нж 30лс41нж корпус ст. 09Г2С -
 Клапан (вентиль) запорный 1с-11-1 Китай
Клапан (вентиль) запорный 1с-11-1 Китай -
 пневматическими приводами
пневматическими приводами
Связанный поиск
Связанный поиск- затвор дисковый с редуктором
- Китай Заглушка эллиптическая нержавеющая
- Переходы нержавеющие высокое ксчество
- кран шаровый фланцевый кш ф
- оптом кран шаровый фланцевый
- кран шаровый фланцевый ld
- затвор дисковый поворотный фланцевый
- краны шаровые фланцевые цена
- шиберная задвижка Производитель
- Фланцы свободные нержавеющие DIN2642 высокое ксчество
- труба pexa evoh






.png)